大きな機材ではなく・・・
1つの部品でナノを発生させる事に成功しました!
(平成18年に特許取得済み)
NANO(ナノ)とは..・・・
1NM(1ナノメートル)とは、10億分の1メートルの事を表します。
すなわち100万分の1ミリメートルのことになります。
大きさに例えてみましょう。
高校野球で有名な甲子園球場があります。
そのバッターボックスから外野のフェンスまでを1ミリメートルとすると、
甲子園球場の砂粒の一つの大きさが、ほぼ1ナノメートルに相当します。
とにかく、ものすごく小さいってことは分かっていただけたらとおもいます。
(一部 産総研より)
原理
水を分子レベルで細分化。加工液の浸透性・冷却性・潤滑性を改良
自然界に存在する水の分子(クラスター)は、カエルの卵、あるいはブドウの房のような塊になっています。
加工液を塊状のまま切削工具に吹き付けても、刃先への浸透性が悪くて、
冷却性、潤滑性などの性能を十分に発揮出来ません。
装置を通過した水の分子は細分化されて、一つひとつバラバラの状態になるので、
刃先への浸透性が良くなります。
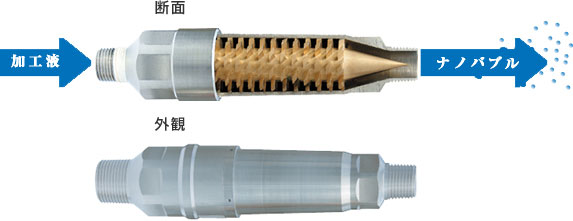
コアンダ効果とナノバブルを発生させる内部構造
液体を強烈に撹拌混合させると乱流が発生し、「まとわりつく・からみつく」
現象=コアンダ効果が現れます。
その時、液体の分子は小さくなり、密度が高くなります。
さらに、この液体を撹拌混合すると「ナノバブル」(小さな泡)が発生します。
ナノバブルがワークに当ると割れて、周りの液体は二次振動を起こし、
「キャビテーション現象」が現れます。
このキャビテーション現象が砥石の目詰まりを掃除し、
刃先コウセイ・癒着等を防ぐので、刃物の寿命が2倍以上のびるのです。
水の分子が小さくなり、「コアンダ効果」が生まれると、深穴ドリルの場合にも
刃先の隅々まで加工液が行き渡ります。
そして、水が蒸発する時にセン熱を奪い取る現象を利用して、刃物を常に冷たい状態に保ち、
高速切削・高速研削を可能にします。
フリップフロップ現象のコア技術
上記のような加工液の性能をより効果的に引き出す為に装置は「フリップフロップ流れ」を応用しています。
水などの流体を菱形の柱を網目状に配列した四角の管に通すと、
管内に生じる渦により、管体から噴出する液体が、
左右に規則正しくスイッチングする現象のことをフリップフロップ流れと言います。
この流れを発生させるには、
菱形角柱の分管路をある条件で配列することが必要であり、装置の複雑な内部構造は、
最新の流体理論に裏づけされた技術の結晶なのです。
フリップフロップ現象の説明はこちら ⇒ flipflop.pdf